
21/12/2016
Door Liam van Koert
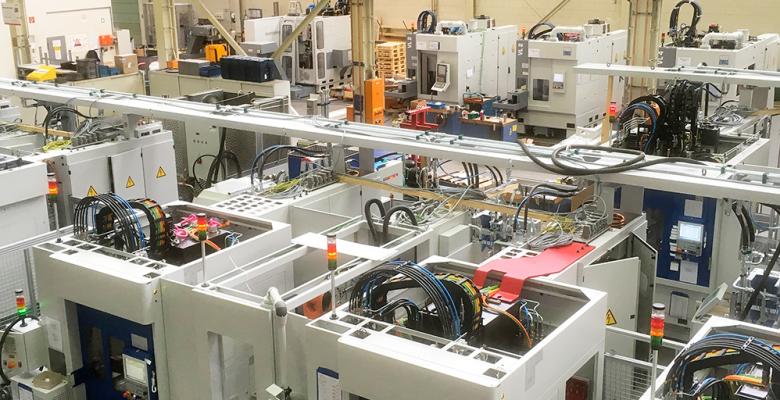
EMAG maakt geen bewerkingsmachines, maar levert complete bewerkingsstraten van twintig productiecellen of meer. Met de Duitse automotive als grootste klant worden er hoge eisen gesteld aan alle machineonderdelen. Dus ook aan de kabels. Inmiddels is het bedrijf daarom vergaand op Lapp gestandaardiseerd. Niet alleen heeft de intensieve samenwerking gezorgd voor een broodnodige constante hoge kwaliteit, ook wordt met het installeren van kant-en-klare kabelsystemen veel tijd bespaard.
Vanuit het Zuid-Duitse Salach werd EMAG in de tweede helft van de vorige eeuw wereldberoemd. Waar de meeste draaibankfabrikanten werkstukken horizontaal inspanden, besloten zij dat verticaal bewerken duidelijke voordelen had. Voor de productdoorvoer bijvoorbeeld, waardoor je veel eenvoudiger een hele bewerkingsstraat op kon tuigen. De verticale keuze legde hen geen windeieren. Afgelopen jaar behaalde het 2.500-koppige bedrijf nog een omzet van meer dan een half miljard euro. Hiervan werd een groot deel in Salach zelf gerealiseerd, waar in een transparante fabriek van 12.000 vierkante meter zo’n 525 mensen werkzaam zijn. Maar ook een relatief nieuwe tak van sport leverde een bedrage: drie jaar geleden werd de Eldec Groep overgenomen, waarmee ook inductieharden aan het omvangrijke lijstje met metaalbewerkingen is toegevoegd.
Volledig productieproces
‘Wij leveren geen machines, maar een gegarandeerde productiecapaciteit voor een specifiek eindproduct’, legt directeur Guido Hegener de EMAG-werkwijze uit. ‘Een autofabrikant komt bijvoorbeeld bij ons met de vraag of we een x-aantal producten per uur kunnen maken, inclusief toleranties en aanvullende eisen. Denk aan onderdelen als zuigers, nokkenassen, homokineten of een volledig motorblok. Wij kijken welke bewerkingen en processen er nodig zijn en bouwen daar vervolgens een complete lijn omheen.’ EMAG kan draaien, frezen, slijpen of elektrochemisch bewerken, maar ook laserlassen, thermisch verbinden en inductieharden, dus er is heel wat mogelijk. Overigens ook steeds vaker voor andere sectoren. Want hoewel het leeuwendeel – ongeveer 2/3 van de systemen – nog steeds aan de automotive wordt geleverd, weet bijvoorbeeld ook de vliegtuigindustrie steeds vaker de weg naar EMAG te vinden.
Zero defect
We zijn in Duitsland, en dus blijft Industry 4.0 een thema waar ook EMAG niet omheen kan. En volgens Hegener stelt dit nog hogere eisen aan de machines en de onderdelen waaruit ze zijn opgebouwd. ‘Voor EMAG is Industry 4.0 niet seriegrootte 1. De productielijnen die we bouwen zijn er voor één specifiek product dat er dag in dag uit wordt gemaakt. Maar wat wel erg 4.0 is, is hun onderlinge samenhang. Feitelijk kan je dan ook niet van een lijn spreken, maar is het eigenlijk meer een netwerk van bewerkingsstations, waarbij de producten autonoom hun weg vinden en alle bewerkingsinformatie middels RFID wordt overgedragen. Een hogere automatiseringsgraad, meer autonomie en meer complexiteit betekenen ook dat de kostenrisico’s toenemen. Door stilstand bijvoorbeeld, of door productiefouten die doorwerken in volgende productiestappen.’ Volgens Hegener is de autofabriek van de toekomst 30 tot 50 procent efficiënter, met een reductie in materiaalverbruik van 25 procent. Geen wonder dat de meeste EMAG-klanten er een zeer streng OEE-beleid op na houden. En wanneer de effectiviteit voor de hele productielijn is doorgerekend, blijkt dat er nul ruimte is voor fouten in de verschillende machineonderdelen. Deze moeten nagenoeg perfect zijn en dat geldt ook voor de kabels.
Kabelgevolgen
‘Tijdens de levensduur van de kabel mag er absoluut geen defect optreden. Natuurlijk kunnen kabels na hun technische levensduur – 4 jaar voor bewegende kabels en 15 jaar voor stilstaand – vervangen worden. Maar ongeplande stilstanden zijn uit den boze en alle kabelconfiguraties worden dan ook uitvoerig getest.’ Welke uitdagingen kabels zoal tegenkomen, verschilt volgens Hegener natuurlijk per toepassing. Is het een voedingskabel, een signaalkabel of een combinatie. En over wat voor getallen hebben we het dan. Maar in de meeste gevallen zijn flexibiliteit (buigradius), mechanische sterkte, en bestendigheid tegen olie, druk of synthetische koelmiddelen belangrijke factoren om rekening mee te houden. En in het geval van het inductieharden en solderen komt daar in het bijzonder EMC bij. Hegener: ‘De Eldec-generatoren die we voor vele warmtebehandelingsprocessen gebruiken, kunnen enerzijds aardig wat vermogen verstouwen – tot 3.000 kW – en moeten anderzijds zeer gericht een precieze hoeveelheid warmte op een specifieke plek induceren. De gebruikte kabels moeten daartoe zeer goed afgeschermd zijn om het proces niet te beïnvloeden. Tegelijkertijd moet alles zo klein mogelijk ingebouwd kunnen worden, wat dan weer tegenstrijdige eisen stelt ten aanzien van buigradius en doorvoerdiameter.’
Make or buy?
Hegener besluit met een kabeleis die wat minder met de fysieke kabel te maken heeft, maar wel van grote invloed is op het productieproces van EMAG: ook de kabelproducent is totaalleverancier. ‘Naast hun proactief meedenken over de perfecte kabel en het ontwikkelen van voorgeassembleerde kabel-stekker-configuraties, is er nog een aantal redenen waarom wij zo veel mogelijk Lapp-kabels toepassen. Zo sluiten hun processen en tools (Eplan) goed aan op de onze en verzorgen zij ook alle documentatie en certificaten die wij als wereldwijde leverancier nodig hebben. Wat mij op een laatste “make or buy” argument brengt. Lapp is zelf ook wereldwijd vertegenwoordigd en kan door hun economy of scale de kabels voor al onze machines veel goedkoper dicht bij onze eindklanten op voorraad houden dan dat wij dat zelf kunnen, zonder dat wij ons zorgen hoeven te maken over lokale kabelregelgeving. Gelukkig maar, want ook zonder kabelzorgen is het maken van onbemande 24/7 bewerkingsstraten al lastig genoeg.’